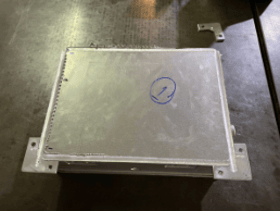
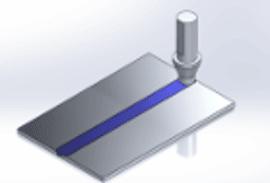
HEAT SINK
FSW-manufactured Heat Sinks provide high-efficiency, leak-proof thermal management solutions for EV and power electronics applications.
WHY FSW HEATSINK
LEAK PROOF
The solid-state welding process creates fully sealed cooling channels, ideal for water and liquid-cooled EV systems.
COST EFFECTIVE
Eliminates screws and additional mechanical assembly, reducing both cost and manufacturing time.
HI STRENGTH WITH LOW DISTORTION
FSW delivers high strength with minimal distortion, ensuring long-term reliability.
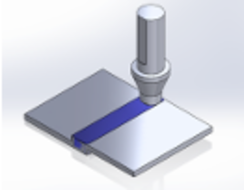
HEAT SINK FSW Process Parameters
To achieve reliable and high-quality Friction Stir Welding (FSW) results for heat sinks, a few key parameters must be carefully considered. These factors directly affect weld strength, leak-proof performance, and overall thermal efficiency of the cold plate.
-
Cover plate thickness
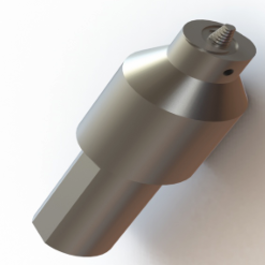
The thickness of the cover plate plays a major role in the welding process. It typically ranges from 1 mm to 10 mm and determines welding settings such as tool rotation speed, welding travel speed, and the type of FSW tool. -
Tool path planning
The welding path must be clearly defined and accurately programmed. A proper tool path ensures uniform weld quality, consistent strength, and reliable bonding across the plate. -
Exit or “dead zone” control
The dead zone is where the FSW tool exits the weld. Correct management of this area helps maintain surface finish and joint integrity. Poor exit control can cause surface defects and reduce weld reliability.
-
Pressure Testing
Air pressure is introduced into the cold plate to check its resistance to bursting. This ensures the plate can handle operating pressure safely. -
Leak test
This important test checks the weld quality of the cold plate. A successful result ensures there are no leaks and the joint is fully sealed. -
Thermal Performance Testing
Tests are carried out to measure heat transfer efficiency and pressure loss in the cold plate, ensuring effective cooling in demanding operating conditions. -
Visual Inspection
This inspection checks for excess flash and confirms proper shoulder contact during welding. Too much flash or insufficient pressure may indicate weld quality issues.
FSW Process Quality
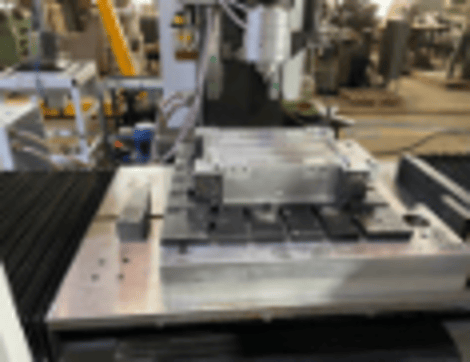

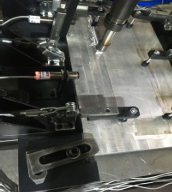
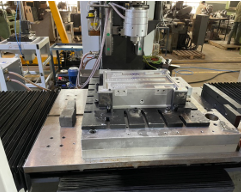
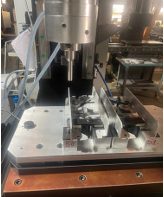
Part Fixture Design
- Withstand axial/forge forces from the FSW tool on all four sides of the weld seam for both channel plate and lid plate.
- Maintain clamping near the weld tool without interfering with tool path or tool-holder travel.
- Provide side butting pads that transfer axial loads into a rigid frame and provide accurate seam alignment.
- Automatic toggle clamps for efficient fixturing of long panels and repeatable clamping force.
- Sturdy base and frame to resist reaction forces and vibrations.
- Fixture cooling system to remove heat from plates and reduce thermal distortion/part heat deflection.
WELD QUALITY TEST
Friction Stir Welding (FSW) delivers superior weld quality with excellent mechanical strength and consistency. Each weld undergoes pressure leak testing to confirm joint strength and sealing performance. Ultrasonic or X-ray inspections are carried out to ensure the weld zone is completely free from voids or internal defects. Thermal performance tests validate effective heat transfer and structural stability under operating conditions. Overall, FSW ensures defect free, reliable, and long-lasting joints ideal for high-performance applications.


Engineering Excellence
- Heat sinks are precision-machined and thermally optimized to meet high power density requirements.
- Using aluminium-copper hybrid designs, we achieve enhanced heat spreading and mechanical stability—tailored for next-generation EV, aerospace, and energy conversion systems.